









отливка
Отливка – это процесс получения деталей путем заливки жидкого материала (обычно металла) в форму, которая затем затвердевает, принимая ее форму. Этот метод широко используется в различных отраслях промышленности для производства сложных и точных компонентов. В этой статье мы рассмотрим основные аспекты отливки, включая материалы, процессы, преимущества и недостатки, а также области применения.
Что такое отливка и где она применяется?
Отливка – это процесс формирования деталей из расплавленных материалов, таких как металлы, сплавы, пластмассы и керамика, путем заливки их в специальные формы, где они затвердевают, приобретая нужную конфигурацию. Этот метод позволяет производить детали сложной формы с высокой точностью и повторяемостью. Отливка находит широкое применение в машиностроении, авиационной, автомобильной, судостроительной промышленности, а также в производстве бытовой техники и электроники.
Компания ООО 'Баофэн' (ООО 'BAOFENG'), представленная на сайте https://www.baofengroll.ru/, предлагает широкий спектр решений для металлургической промышленности, включая оборудование для подготовки шихты и литейные формы.
Основные этапы процесса отливки
Процесс отливки включает несколько ключевых этапов:
1. Подготовка модели и формы
Первым шагом является создание модели будущей детали. Модель может быть изготовлена из дерева, металла, пластика или воска. Затем по модели изготавливается форма, в которую будет заливаться расплавленный материал. Формы могут быть разовыми (например, песчаные формы) или многоразовыми (например, металлические кокили).
2. Подготовка расплавленного материала
Металл или другой материал плавится в специальных печах до жидкого состояния. Важно контролировать температуру и состав расплава, чтобы обеспечить требуемые свойства отливки.
3. Заливка расплава в форму
Расплавленный материал заливается в подготовленную форму. Заливка может производиться вручную или с использованием автоматизированного оборудования. Важно обеспечить равномерное заполнение формы, чтобы избежать дефектов в отливке.
4. Охлаждение и затвердевание
После заливки расплавленный материал охлаждается и затвердевает в форме. Время охлаждения зависит от материала, размеров отливки и типа формы.
5. Извлечение отливки из формы
После затвердевания отливка извлекается из формы. В случае разовых форм, таких как песчаные, форма разрушается. В случае многоразовых форм, таких как кокили, форма раскрывается.
6. Очистка и обработка отливки
Извлеченная отливка очищается от остатков формовочного материала и подвергается механической обработке для удаления литников, прибылей и других технологических элементов. Также может проводиться термическая обработка для улучшения свойств отливки.
Типы отливки
Существует множество различных методов отливки, каждый из которых имеет свои особенности и области применения:
1. Отливка в песчаные формы
Это один из самых распространенных и универсальных методов отливки. Форма изготавливается из смеси песка, связующих материалов и добавок. Преимуществами этого метода являются низкая стоимость, возможность изготовления крупных деталей и широкая номенклатура отливаемых материалов. Недостатками являются относительно низкая точность и шероховатость поверхности.
2. Отливка по выплавляемым моделям (литье по восковым моделям)
Этот метод позволяет получать отливки высокой точности и сложной формы. Модель изготавливается из воска, затем покрывается керамической оболочкой. Воск выплавляется, а в образовавшуюся полость заливается расплавленный материал. Преимуществами этого метода являются высокая точность, возможность изготовления деталей сложной формы и гладкая поверхность. Недостатками являются высокая стоимость и ограничения по размерам отливки.
3. Отливка под давлением
Этот метод применяется для массового производства отливок из цветных металлов и сплавов. Расплавленный материал впрыскивается в металлическую форму (кокиль) под высоким давлением. Преимуществами этого метода являются высокая производительность, точность и гладкая поверхность. Недостатками являются высокая стоимость оборудования и ограничения по материалам.
4. Центробежное литье
Этот метод используется для изготовления полых деталей, таких как трубы и втулки. Расплавленный материал заливается во вращающуюся форму. Под действием центробежной силы расплав заполняет форму, а излишки материала удаляются. Преимуществами этого метода являются высокая плотность отливки и отсутствие необходимости в литниковой системе. Недостатками являются ограничения по форме отливки и необходимость в специальном оборудовании.
5. Литье в кокиль
Этот метод предполагает использование металлических форм (кокилей) для заливки расплава. Кокили могут использоваться многократно, что делает этот метод экономически выгодным для серийного производства. Преимуществами являются высокая точность и производительность. Недостатки - высокая стоимость кокилей и ограничения по форме отливки.
Материалы, используемые для отливки
Для отливки могут использоваться различные материалы, в зависимости от требований к свойствам и области применения детали:
- Чугун: Обладает хорошей обрабатываемостью, износостойкостью и виброгашением.
- Сталь: Обладает высокой прочностью, пластичностью и свариваемостью.
- Алюминиевые сплавы: Легкие, обладают хорошей коррозионной стойкостью и электропроводностью.
- Медные сплавы: Обладают высокой теплопроводностью, электропроводностью и коррозионной стойкостью.
- Магниевые сплавы: Самые легкие из конструкционных материалов, обладают хорошей виброгашением.
Преимущества и недостатки отливки
Отливка имеет ряд преимуществ и недостатков по сравнению с другими методами производства:
Преимущества:
- Возможность изготовления деталей сложной формы.
- Широкий выбор материалов.
- Возможность изготовления деталей различных размеров.
- Относительно низкая стоимость при серийном производстве.
Недостатки:
- Необходимость в изготовлении форм.
- Возможность образования дефектов в отливке (поры, трещины, усадочные раковины).
- Относительно низкая точность по сравнению с механической обработкой.
Дефекты отливок и методы их устранения
В процессе отливки могут возникать различные дефекты, такие как поры, трещины, усадочные раковины, включения и другие. Эти дефекты могут снизить прочность и долговечность отливки. Для их устранения применяются различные методы, такие как:
- Правильный выбор материала и технологии отливки.
- Контроль температуры и состава расплава.
- Использование специальных добавок для улучшения свойств расплава.
- Оптимизация конструкции литниковой системы.
- Проведение термической обработки.
Контроль качества отливок
Для обеспечения высокого качества отливок необходимо проводить контроль на всех этапах производства, начиная с подготовки материалов и заканчивая финишной обработкой. Контроль качества включает в себя:
- Внешний осмотр.
- Измерение размеров.
- Неразрушающий контроль (рентгенография, ультразвуковой контроль, магнитопорошковый контроль).
- Механические испытания.
- Химический анализ.
Применение отливки в различных отраслях
Отливка широко применяется в различных отраслях промышленности для производства широкого спектра деталей:
- Машиностроение: Корпуса двигателей, блоки цилиндров, зубчатые колеса, шестерни.
- Автомобильная промышленность: Головки блоков цилиндров, поршни, картеры, детали подвески.
- Авиационная промышленность: Детали двигателей, корпуса редукторов, элементы шасси.
- Судостроение: Детали судовых двигателей, корпуса насосов, арматура.
- Электроэнергетика: Корпуса трансформаторов, детали турбин, элементы электрооборудования.
Заключение
Отливка – это важный и широко используемый метод производства деталей. Правильный выбор материала, технологии и оборудования, а также строгий контроль качества позволяют получать отливки с высокими эксплуатационными характеристиками. Эта статья предоставляет базовое понимание процесса отливки и может служить отправной точкой для дальнейшего изучения этой области.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Валики для переноса тепла
Валики для переноса тепла -
 Вертикальные токарно-шлифовальные станки с ЧПУ серии CKM51
Вертикальные токарно-шлифовальные станки с ЧПУ серии CKM51 -
 Миксер 75л
Миксер 75л -
 Цифровой одностоечный вертикальный токарный станок серии C51
Цифровой одностоечный вертикальный токарный станок серии C51 -
 XKJ480×1200 рафинировочная машина
XKJ480×1200 рафинировочная машина -
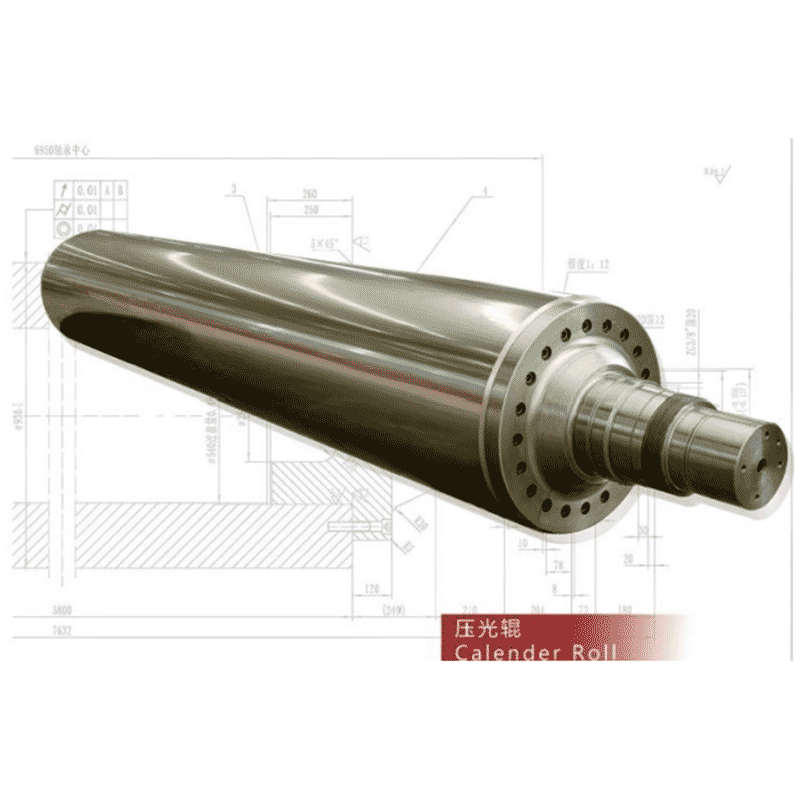 каландровый вал
каландровый вал -
 Втулка ролика центробежного литья
Втулка ролика центробежного литья -
 Капельный тестомес
Капельный тестомес -
 Резиновая фильтровальная машина с двойным ротором XJL-250
Резиновая фильтровальная машина с двойным ротором XJL-250 -
 Тестомесильная машина X(S)N- 80×30
Тестомесильная машина X(S)N- 80×30 -
 Одностоечный вертикальный токарный станок с ЧПУ серии CK51
Одностоечный вертикальный токарный станок с ЧПУ серии CK51 -
 Раскалывающие рулетики
Раскалывающие рулетики
Связанный поиск
Связанный поиск- Производители валков для металлургии
- Китайские поставщики шлифования и ремонта валков
- Отличная горячая мельница
- Сферический подшипник OEM
- Производители сверлильных роликов в Китае
- Завод по производству переработанной резины
- Блок вала OEM
- Производители монтажа
- Радиально-упорный шарикоподшипник
- Поставщики блоков подшипников из Китая